Integrated visual and audible alert system featuring a flashing red LED and an 80dB internal buzzer
Mute button panel feature silences the audible sounder while keeping the visual warning active until the level drops
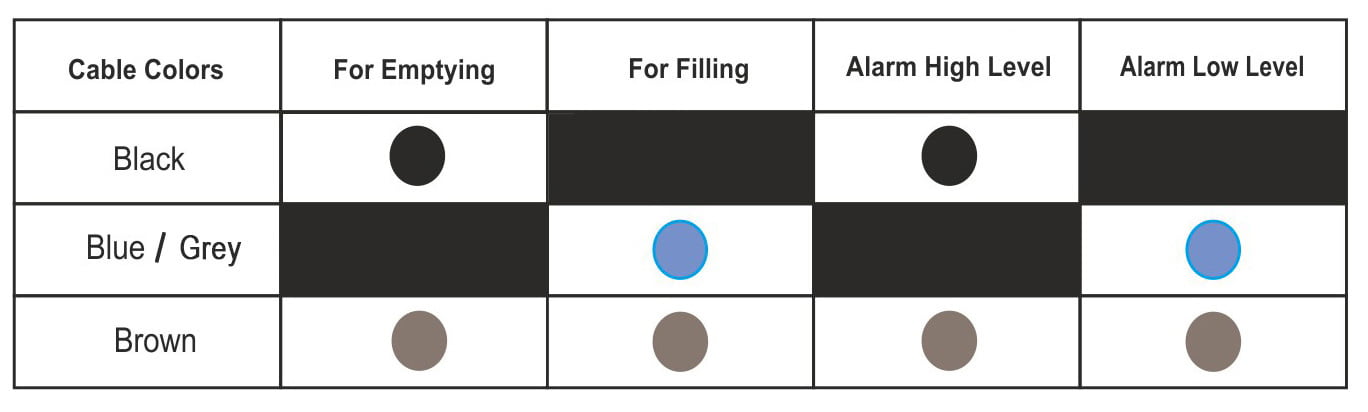
Supplied complete with a BR type float switch in 10m, 20m or 30m lengths
Durable grey ABS plastic enclosure measuring 200mm x 155mm x 95mm with pre-drilled cable entries and three rubber grommets
Flexible power options accepting 230v AC input, or 12v and 24v DC inputs for varying site requirements
Auxiliary connection terminals for adding external 12v beacons, sounders, probes, or pressure switches